
高纯气体管路施工规范
1-1.一般清洁区工作条件(厂务机房)
1) .进入工作区前,鞋子必须清理干净。
2) .最好每天擦拭有类似金属碎屑等东西的地方。
3) .有规则的存放材料。
4) .禁止于工作区内吸烟、吃东西、喝饮料。
5) .所有工作区必须有垃圾筒,收集废料等东西。
1.无尘室作业安全规范
1-1.一般清洁区工作条件(厂务机房)
1) .进入工作区前,鞋子必须清理干净。
2) .最好每天擦拭有类似金属碎屑等东西的地方。
3) .有规则的存放材料。
4) .禁止于工作区内吸烟、吃东西、喝饮料。
5) .所有工作区必须有垃圾筒,收集废料等东西。
6) .材料人员进出必须清洁一次。
7) .所有人员及设备每周必须清洁一次。
8) .产生污染的工作必须个隔离。(喷漆、磨砂轮机等)
1-2.非常干净区工作条件(洁净室地下回风区)
1) .必须换穿专用的鞋子或鞋套。
2) .使用真空吸尘器清除脏东西。
3) .有规则的存放材料。
4) .禁止于工作区内吸烟、吃东西、喝饮料。
5) .所有使用过的材料、残余剩料等必须每日清除。
6) .所有工作区内必须有密封式垃圾筒,收集废料等东西。
7) .材料人员进出必须管制。
8) .所有人员及设备每周必须清洁一次。
9) .产生污染的工作必须隔离(如喷漆、磨砂轮机等)。
10).进出工作区内的全部材料必须清理干净,才可进入。
11).所有工作区必须换穿干净工作服。
12).工作区的管线设备禁止勾攀、践踏、吊挂东西。
1-3.绝对干净区工作条件(洁净室生产区)
1) .必须换穿无尘专用的鞋子或鞋套。
2) .使用中央系统真空或特别过滤装置的手提真空吸尘器清除作业时产生的金属等粉屑。
3) .有规则的存放使用材料。
4) .禁止于工作区内吸烟、吃东西、喝饮料。
5) .所有使用过的材料、残余剩料等必须每日清除。
6) .所工作区内须有密封式垃圾筒,收集废料东西。
7) .材料人员进出必须管制。
8) .所有工作人员及业主人员每日必须清洁干净。
9) .产生污染的工作必须于进入无尘室前完成。
10).进入工作区内的全部材料和工具必须用水清洗干净,才可进入。
11).除入无尘室应换穿无尘依及尼龙手套外,余均应穿着干净之工作服。
12).禁止木质或瓦愣纸材料所做的纸箱进入无尘室。
13).禁止触碰任何液体和你不知道的任何器物。
14).含有油品的工具禁止携入。
1-4.清净室施工安全规则
1) .指定专人办理安全事宜。
2) .勿雇用童工。
3) .工作区域内禁止抽烟。
4) .必须准备安全眼镜。
5) .在清洁室须戴安全帽,特别是有震动时。
6) .任何时间内,均不得堵塞通道及出入口。
7) .在工作区域工作,必须保持干净;如有产生垃圾,必须随时准备垃圾袋,
于每日收工时携出清净室。
8) .如有意外发生,须立刻告知监工。
9) .特殊危险工作区,须有安全围篱及警告标志。
10).地板开口处,须有安全围篱及警告标志,以防止人员掉入。
11).须备有灭火器以防火灾。
12).灭火器仅可使用泡沫灭火器,不可使用干粉灭火器。
13).工作架在超出地面2M以上时,须使用鹰架,人员须系安全带(索)。
14).鹰架、楼梯及工具,须保持良好状况。
15).在超出地面2M以上时,工具须放置工具袋(箱)内。
16).同时有两组人员在不同高度工作时,须有良好之连系。
17).工作区域内须有良好照明设备。
18).所有使用之电缆及电线,须有良好绝缘。
19).电缆及电线须连结良好,不可以电线直接插入插座。
20).保险丝须确时使用,不可以钢丝替代。
21).电缆及电线须正确使用,不可过载。
22).如已送电之电力供应盘,须标示警告标志『高压危险』。
23).所有圆柱型物品须直立,并以链条或绳索固定。
24).切勿于地板面滚动圆柱型物品。
25).如须移动圆柱型物品,须使用特殊格架举。
26).易燃物品如无人照料,不可置放于工作区域内。
27).化学物品如有泄漏,必须马上处理。
28).易燃物品须放置于有盖容器内。
29).任何阀、开关插座、电源插座,不可随意开、关、拔除(机台管线)。
30).任何配管配线、材料,非经过监工人员同意,不可擅自任意更改。
2.Piping installation管路架设
在无尘室或简易洁净室执行高洁净度配管工作时,必须遵循下列的规定。
2-1.现场工作规定
l 携入
材料必须置于特定的贮藏间,在工地现场或在材料间要提供暂时性的简易洁净室,所有材料要存放整齐。在存放材料时,有电子抛光的管件必须和未经电子抛光的管件分开。在尚未使用管件之前都不要将塑料封套打开直到现埸要使用时方可打开,并且不要将材料直接放在地上。
l 切管
切管时,使用的自动切割机或手动切管器必须是专门为半导体厂工作所设计的。切管器的刀片与管件成垂直方向,当使用自动切割机时,放刀片的深度要能使管壁尚有薄薄的一层未切断,藉以防止切割时的碎屑进入管内。
l 倒角
原则上,在使用倒角机(TUBE SIZE用)或锉刀(PIPE SIZE用)时,小心地移开切割面。如果切割面歪斜未成垂直,焊口松驰或管子弯曲等状况发生时,这种管路是不合规定,必须重新切割及配置。当倒角时,在管的另一端必须用高洁净度的氮气冲吹(氮气要经0.02um的过滤器过滤)。
l N2冲吹
将管内的微粒冲吹出来。
l 工作后的清洁
检视切割机的洁净度,保持机具不受油污,如果仍然看得见有油污或切割的碎屑残余,按照下列的方法清洁之。
用GN2冲吹
使用的N2必须经-80℃或更低的露点,经0.02um的过滤器干燥。
l 预制工作(在简易洁净室clean booth)
在现场的焊接工作降至最低量是必需的。配管区必须在有洁净气的地方,在工作时维持风扇正常运转,于早、中、晚用O2查看器检查O2的浓度。
u 点焊
点焊使用TIG焊接,点焊的点数按照下列规定。
(CAJON的焊机必需保证管子确实牢固,从完成的观点来看,最好不要使用手动的TIG焊接,因此点焊被省略)。
3/4” 到15A到80A:3~4点。
u 冲吹气体(Back seal gas)
使用氩气,露点-80℃或更低,氧含量在0.1ppm以下,微粒(0.1um以上)含量为零。
u 冲吹用管套
连接冲吹气体管路与架设管路,使用(Back seal jig)
如图(一)所示
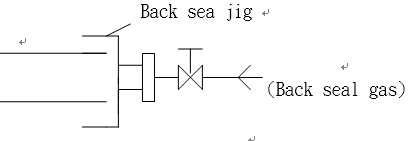
图(一) (参考用)
u 架设程序(图二)
将工作管路两端套上管套,连接冲吹气体及阀
氩气冲吹(预先冲吹1分钟以上)
ò
点 焊
ò
氩气冲吹
ò
焊接(自动焊接)
ò
氩气冲吹风(收尾冲吹1分钟以上)

u 装封(在Clean booth内进行)
完成焊接之后,在管内充满Ar气,而且用无尘的塑料纸在末端包裹两层。如果末端的阀已经连接好了,把阀也用塑料纸裹起来。

| 专注于气体应用系统及解决方案 |